

設置方法 (SAPC, SAPA)
- 軸またハブ内側をきれいに拭き取って下さい。(ホコリ、油分除去)
- アルミ製A.P.Lockの場合、作動油は不要です。
- A.P.Lockをシャフトに仮締め後、ハブに挿入して下さい。
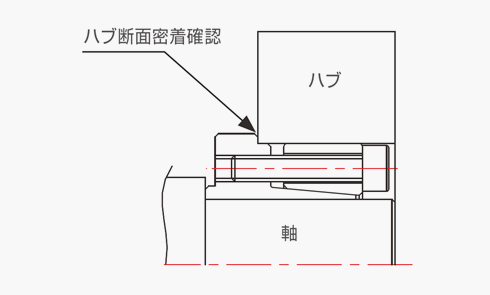
- ハブの角がA.P.Lockのフランジ部分に正確に密着していることを確認して下さい。
- シャフトとハブの相対的な位置を決定して下さい。
(ノギス等の測定機器を使用して下さい) - ハブにA.P.Lockがスムーズに入らない場合は、締結ボルトを緩めたり軽く叩いたりして入れて下さい。
(※強い力で衝撃を与えないで下さい。)
▲ SAPCシリーズ装着例
(※ SAPAの装着の様子はSAPL-Aシリーズと同様です。) - 正しい方法でボルトを締結し、完全に固定します。
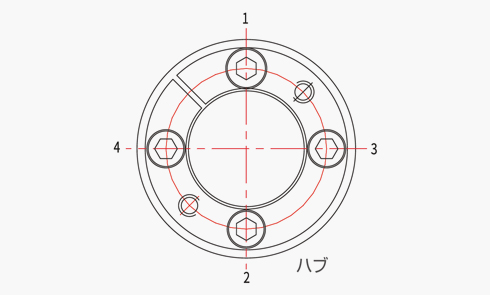
- トルクレンチを使用して同じトルク(締付トルクの¼)でボルトを締めます。
- ボルトは必ず上図と同じ順で締めて下さい。
- 外輪フランジ部分とハブが完全に密着しているか確認して下さい。
- 二次締結時は、締付トルクの½の力で締めます。(対角線に順次締結)
- 最終締結時は、締付トルクで締めます。
分解方法
- 軸とハブの外部荷重(トルク/スラスト)を取り除きます。
- チェーン、ベルト等の自重を取り除きます。
- 設置時のボルト締結順にボルトを外します。
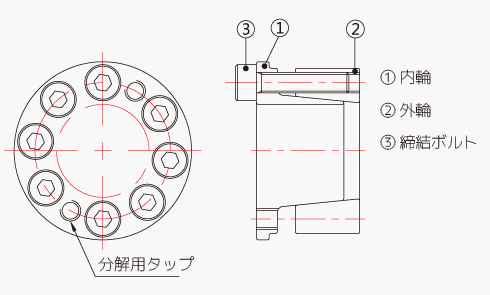
- A.P.Lockが外れない場合、分解用ボルト穴を利用して下さい。
再利用
- A.P.Lockは繰り返し使用できます。
- シャフト又はハブの降伏強度よりもA.P.Lockの面圧が強い場合、シャフト/ハブが変形し、さらにこれはA.P.Lock変形の原因となります。
注意事項
- 温度範囲 : - 30℃ ~ + 200℃
- 必ずトルクレンチを使用してボルトを締結して下さい。(締付トルクは、規格及び性能表をご参照下さい。)
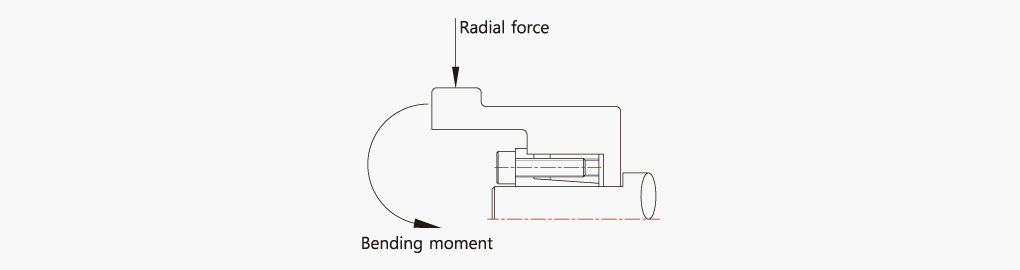
- パワーロックは曲げモーメントに対して脆弱です。
- 締結前に作動油塗布していない場合、伝達トルクが約25%程度減少します。
(作動油を使いにくい環境(真空等)でのご使用は避けて下さい) - キー溝がある軸の場合、接触面積の減少により締付力が約20%程度減少します。