推奨軸挿入量
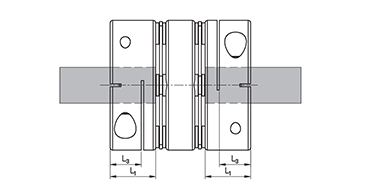
クランプタイプ
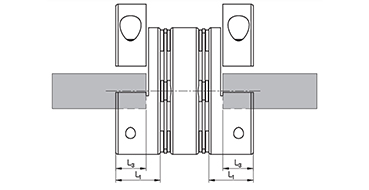
クランプ分離タイプ
- 最も理想的な挿入量は規格別に提示される ‘L1’寸法までとなります。(ただし、クランプ分離締結方式の場合、軸の挿入は“L3”までを推奨します。
- 軸の挿入量が短すぎる場合、軸とカップリング内径間の接触面積が不足するためスリップの発生やハブ破損の原因となります。
- 軸の挿入量が長すぎる場合、カップリング内部構造と軸間干渉によりカップリングが破損する恐れがあります。
駆動軸の動力とモーションを従動軸に伝達すると同時に非整列
(ミスアライメント)及びその他装備の性能低下要因
(振動、騒音、微細電流等)を吸収する動力伝達部品です。
クランプタイプ
クランプ分離タイプ
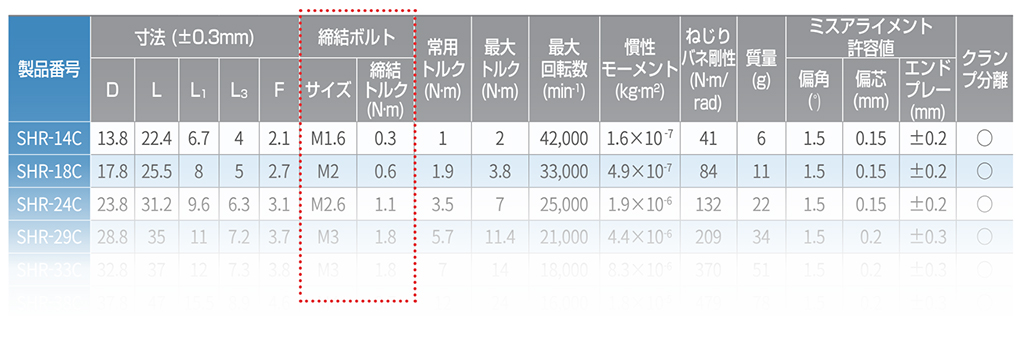
軸挿入後カップリング締結ボルトを締め付ける際は、必ず製品規格表の締結トルク値を参照して 締め付けて下さい。
クランプ締結タイプのカップリングに挿入する軸は、原則として丸型で十分な締結力を得られますが、やむを得ずD-カット軸又はキー溝軸等を使用される場合は下記の締結方法に従って下さい。
一般的なクランプ締結方式のハブは下図挿入例のようにサイドカット部(白色)、固定部(青色)に分かれ、サイドカット位置と形状によって内径が収縮するメカニズムが異なります。Dカット(又はキー溝)部分は締結時の収縮による影響を受けない固定部分(青色)と接するように締結します。不適切な軸締結は締結力を著しく低下させる原因となりますので、必ずご注意ください。

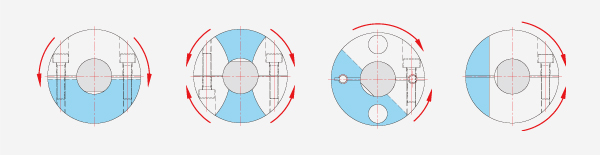
省スペース型クランプタイプ製品(SJCM, SOHM等)はサイドカットがありません。この場合、Dカット(又はキー溝)部分は下図挿入例のようにボルト締結位置の反対側に締結して下さい。